Service und Dienstleistungen
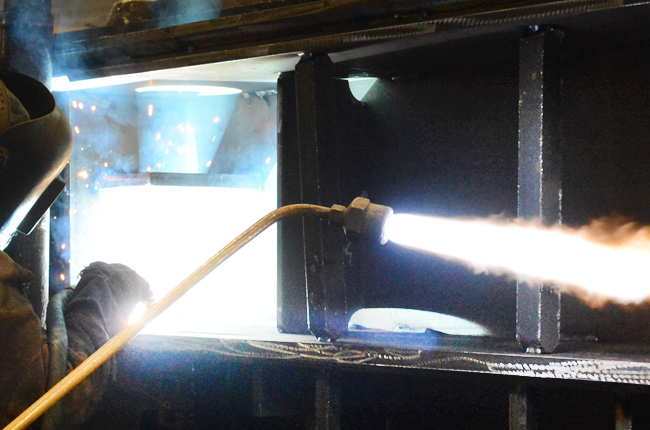
Schweißen
Handschweißen mit Mantelelektrode:
- Stahl S235, S355
- Säure- und hitzebeständige Werkstoffe
- Kohlenstoff- und legierte Stähle für Maschinenteile
Teilweise mechanisiertes (halbautomatisches) MAG-Schweißen:
- Stahl S235, S355 und NVE36
- Stahl WELDOX420, S420G2+M, S420G2+Q, P460NL1, S690QL
- säure- und hitzebeständiger Edelstahl: Chrom-Nickel (Cr-Ni), Chrom-Nickel-Molybdän (Cr-Ni-Mo)
Mechanisiertes (automatisches) Unterpulverschweißen (UP):
- Stahl S235, S355 und NVE36
- Stahl Typ S420G2+M, S460N, S460ML, P460NL1
Teilweise mechanisiertes (halbautomatisches) Pulverdraht-Schutzgasschweiβen (FCAW) Stahl S235 und S355.
TIG-Schweißen:
- Stahl S235, S355
- Aluminium
- säure- und hitzebeständiger Stahl
Hartauftragschweiβen mit folgenden Methoden:
- Handschweißen mit Mantelelektrode
- Teilweise mechanisiertes (halbautomatisches) MAG-Schweißen
- Teilweise mechanisiertes (halbautomatisches) Pulverdraht-Schutzgasschweiβen (FCAW)
Die Schweißer verfügen über die Befugnisse nach PN EN ISO 9606-1 fürs Schweißen von technischen Geräten, die von der Technischen Überwachungsstelle, der Technischen Transportaufsicht und von Klassifikationsgesellschaften
abgenommen werden müssen. Zum Schweißen von reproduzierbaren Teilen bieten wir den Einsatz der Schweißroboter an. Die maximalen Kennwerte der durch Roboter geschweißten Teile sind: Gewicht bis 50 000 kg, Länge bis 20 000 mm, Breite bis 4 000 mm, Höhe bis 4 000 mm.

Service und Dienstleistungen
Das kompetente und erfahrene Serviceteam von FAMAK SA bietet eine umfassende Palette von Wartungs- und Modernisierungsdienstleistungen für Umschlag-, Transport- und Krananlagen.
- Wir bieten Dienstleistungen zur Reparatur und Modernisierung von Anlagen in den Bereichen Mechanik, Hydraulik, Elektrik sowie Mess-, Regel- und Steuertechnik an,
- Wir warten die Anlagen gemäß Empfehlungen der Betriebs- und Wartungsanleitung und minimieren so die möglichen Ausfallzeiten der Anlagen,
- Wir planen Reparaturen und geben die Richtung für die Modernisierung der Anlagen vor, wobei wir diese den Bedürfnissen und finanziellen Möglichkeiten unseres Kunden anpassen,
- Wir sind auf die Wartung, Reparatur und Modernisierung von Hydrauliksystemen spezialisiert, Dank unserer Spezialausrüstung können wir den technischen Zustand dieser Systeme bestimmen. Der Kunde wird von uns von dem Entwurf bis hin zur Inbetriebnahme des Systems unterstützt.
- Wir warten Anlagen und Geräte, die unter Aufsicht der Technischen Überwachungsbehörde oder Technischen Transportaufsicht stehen:
- wir bereiten die Anlagen für die Prüfung vor
- wir erarbeiten die vorgesehene Betriebsdauer von Anlagen und Geräten
Langjährige Erfahrung in der Konstruktion, Herstellung und Wartung der Geräte garantiert unseren Kunden deren umfassende, zuverlässige und professionelle technische Begutachtung.
Die Gutachten umfassen unter anderem:
- im Bereich des Stahlkonstruktion der Anlagen:
- Begutachtung der Beschichtung
- Begutachtung der Schweiß- und Schraubverbindungen
- Messungen der Stahlelementstärke und Bestimmung des Grades des Korrosionsabtrags
- Messungen der Geometrie der Konstruktion
- im mechanischen Bereich:
- Überprüfung des einwandfreien Funktionierens der Mechanismen (Antriebe, bewegliche Teile)
- Bestimmung des Verschleißgrades von Bauteilen des Antriebssystems
- im Bereich der hydraulischen Systeme:
- Messungen der Betriebsparameter des Hydrauliksystems:
- Bestimmung des Verschleißes von Pumpen und Motoren durch Messung von Druck und Leistung,
- Bestimmung der Parameter von Hydrauliköl: Reinheitsklasse, physikalische und chemische Eigenschaften,
- Diagnose interner Leckagen.
- im Bereich der elektrischen Ausstattung:
- Beurteilung des Zustands der elektrischen Anlage, nachgewiesen durch Messungen von:
- elektrischen Leitungen
- Motoren
- elektrischen Geräten
- Überprüfung des einwandfreien Funktionierens von Sicherheitsschaltern und sämtlichen MSR-Komponenten, einschließlich SPS-basierten Systeme
Nach durchgeführten Prüfungen erhält der Kunde:
- detaillierte Beschreibung des aktuellen Zustands des geprüften Geräts
- Schlussfolgerungen und Empfehlungen für den weiteren Betrieb
- Reparatur- oder Überholungsvorschläge
- Dokumentation der Reparatur
Schlosser- und Montagearbeiten
- Zusammenbau
- Heften
- Stahlbaumontage

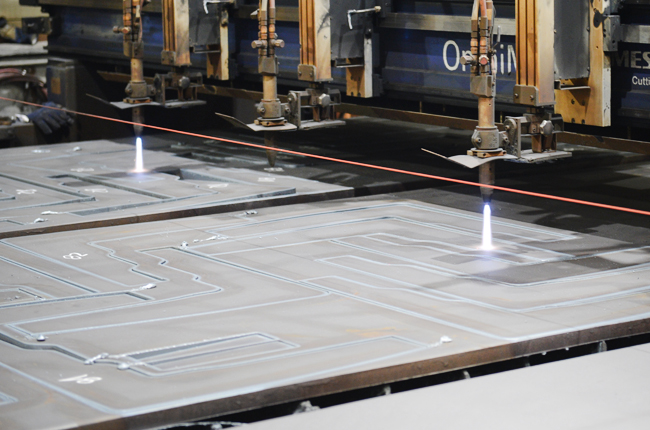
Schneiden, Biegen, Stanzen und Kalibrieren von Blechteilen.
Leistungsspektrum der Gruppe FAMAK:
- Gasschneiden (manuell, halbautomatisch, automatisch). Die Einstechdicke vom niedriglegierten Kohlenstoffstahl beträgt 3÷300 mm, Durchmesser der Schneidkreise ab 100 mm bis zum Blechformat. Beim automatischen Gasschneiden bieten wir das Rösten von normalem und hochwertigem Stahlan. Arbeitstisch 3,5 m x 12,5 m x 2.
- Automatisches Plasmaschneiden (Arbeitstisch 3 m x 24 m, Blechdicke 1 ÷ 25 mm).
- Biegen und Stanzen mit Exzenterund Kantenbiegepresse (600 t, max. L 8000 mm), horizontaler Presse, Blechwickler (max. ø800 mm und L 3200), Profilwickler.
Oberflächenbehandlung vor dem Produktion.
Reinigung der Oberfläche vor dem Kugelstrahlen mit halbautomatischer Prozesslinie, Zentrifugal-, Tunnel- und Turbinenreinigungsmaschine. Die maximale Größe der zu reinigenden Bleche beträgt 7000 mm x 6000 mm x 17900 mm.
Kugelstrahlen von Stahlkonstruktionen.
Kugelstrahlen von Konstruktionen erfolgt in speziellen Strahlkammern der Fa. SCHLICK.
- Abmessungen der Arbeitskammer: / B x H x L / 8,0 m x 6,0 m x 25 m.
- Türweite: / B x H / 6,0 m x 6,0 m, Q = 40 t.
- Maximale Abmessungen der gereinigten Konstruktion: 5,8 m breit x 5m hoch x 44 m lang.

Beschichten und Trocknung von Stahlkonstruktionen.
Die Stahlkonstruktionen werden in speziellen Beschichtungs- und Trockenschränken der Fa. ZUGIL beschichtet und getrocknet.
- Abmessungen der Arbeitskammer: / B x H x L / 8,4 m x 7,0 m x 27 m.
- Türweite: / B x H / 6,0 m x 6,5 m, Q = 25 t/Achse.
- Maximale Abmessungen der Beschichteten Konstruktion: 5,8 m breit x 5,88 hoch x 27 m lang.

Thermische und chemische Behandlung.
Die thermische und chemische Behandlung erfolgt mit Hilfe von elektrischen Kammeröfen (Arbeitsbereich: /B x H X L : 1.1 m x 0.7 m x 3.2 m, Nitrier- und Aufkohlungstieföfen, Universalzubringer fürs Induktionshärten (Zahnradmodule 5 bis 37 – bis ø 4900 mm, Rollen bis ø160 mm und 900 mm lang) sowie auf der Stufe der Sorbitisierung.
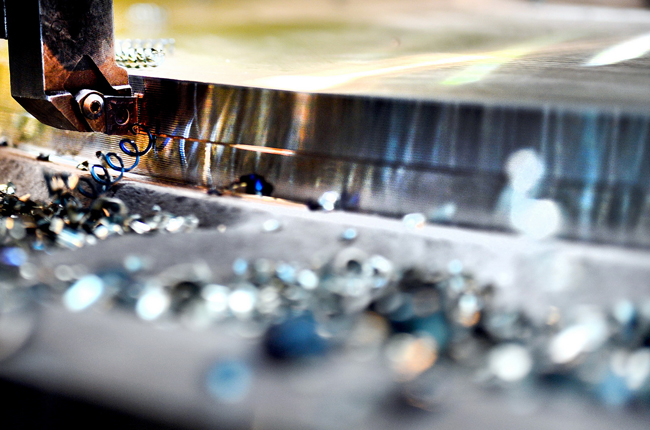
Mechanische Bearbeitung.
Mechanische Bearbeitung erfolgt unter Verwendung von schweren, mittleren und leichten Spitzendrehmaschinen, numerisch gesteuerten Drehmaschinen (CNC), Karusselldrehmaschinen, Tisch- oder Plattenbohr- und Fräsmaschinen, Radial- und Koordinatenbohrmaschinen, Vertikalfräsmaschinen, Werkzeugdrehmaschinen, Außenrundschleifmaschinen, Innenschleifmaschinen und Planschleifmaschinen.
- Drehen auf Spitzendrehmaschinen bis zu ø 1600 und L 6000 mm
- Bearbeitung mit einem CNC-Dreh- und Fräszentrum bis zu ø320 und L 1000 mm
- Bearbeitung mit einer CNC-Tischbohr- und Fräsmaschine; Arbeitsbereich 2500 mm x 1800 mm x 2000 mm Q = 12 000 kg
- Bearbeitung mit einer CNC-Plattenbohr- und Fräsmaschine; Arbeitsbereich 4800 mm x 9000 mm x 4750 mm
- Bearbeitung mit einer CNC-Plattenbohr- und Fräsmaschine; Arbeitsbereich 4000 mm x 18000 mm x 5000 mm
- Fräsen auf vertikalen und horizontalen Fräsmaschinen; Arbeitsbereich 1600 mm x 1250 mm x 400 mm Q= 1500 kg
- Schneiden mit Sägen: bis zu ø440 mm und L 12000 mm
- Stoßen auf einer Stoßmaschine: Tisch ø800 mm, max. Hub 420 mm
- Schleifen von Walzen: bis zu ø350 mm und L 1240 mm
- Schleifen von Bohrungen: bis zu ø160 mm und L 160
- Planschleifen: Arbeitsbereich 300 mm x 1000 mm x 450 mm
- Fräsen auf einer Wälzfräsmaschine: bis zu ø800, Modul 1-14
- Stoßen auf einer Fellows-Stoßmaschine: bis zu ø500 mm